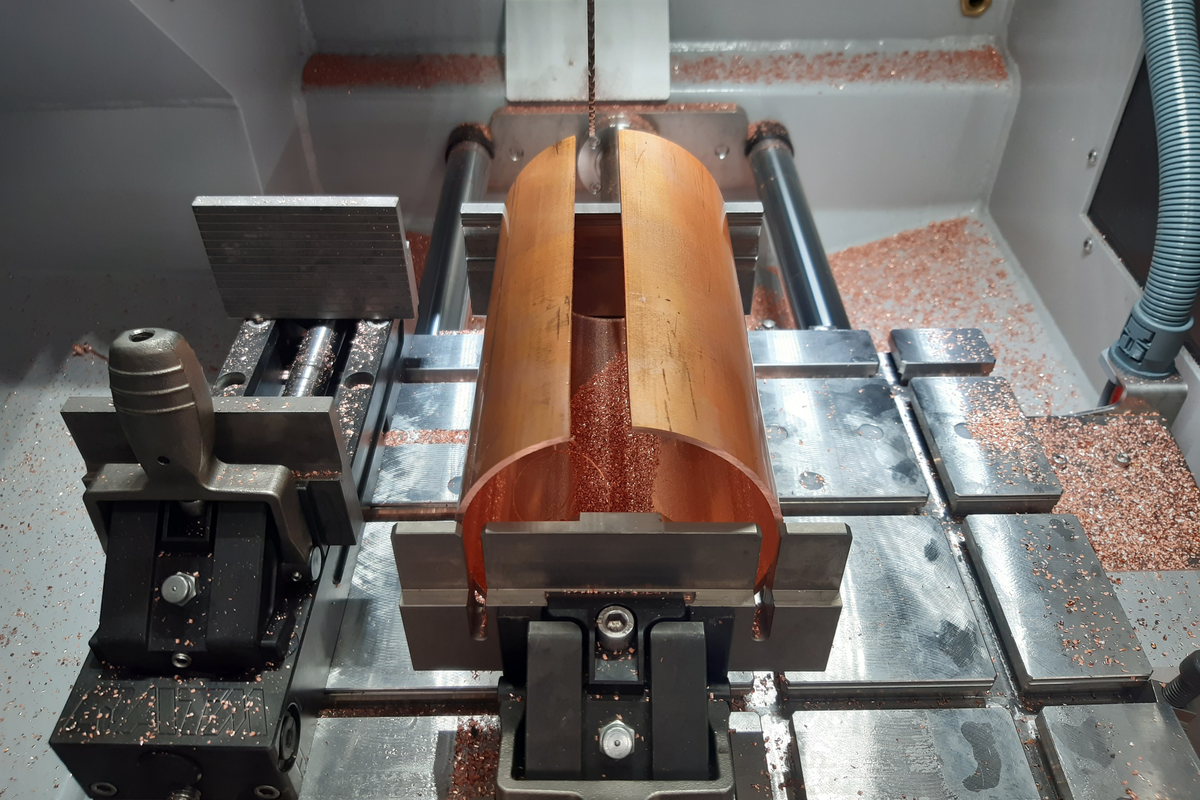
Kupfer ist ein weiches und duktiles Metall, das sich leicht bearbeiten lässt. Bei der metallographischen Präparation neigt es jedoch zur Bildung von Kratzern und Verschmierungen. Dank seiner hervorragenden elektrischen und thermischen Leitfähigkeit findet Kupfer vielseitige Verwendung, beispielsweise in elektrischen Leitungen, der Telekommunikation, in Wärmetauschern oder als Kochgeschirr. Darüber hinaus spielt Kupfer eine zentrale Rolle für die Energiewende und ist unverzichtbar für Zukunftstechnologien wie Windkraftanlagen, Solarmodule und Elektrofahrzeuge. Mit seiner warmen, ansprechenden Optik wird es zudem gerne für dekorative und funktionale Elemente wie Griffe, Türklinken, Arbeitsplatten oder Tische eingesetzt.
Um die Mikrostruktur von Kupfer zuverlässig untersuchen zu können, ist eine sorgfältige metallographische Präparation unerlässlich. Unsachgemäße Handhabung kann schnell zu Artefakten wie Kratzern oder Verschmierungen führen. Auf der folgenden Seite begleiten wir Sie daher Schritt für Schritt durch die Präparation von Kupfer und Kupferlegierungen – vom Trennen und Einbetten über das Schleifen und Polieren bis hin zum Ätzen.

QATM bietet Produkte für alle Materialographieanwendungen






 – 25:1")

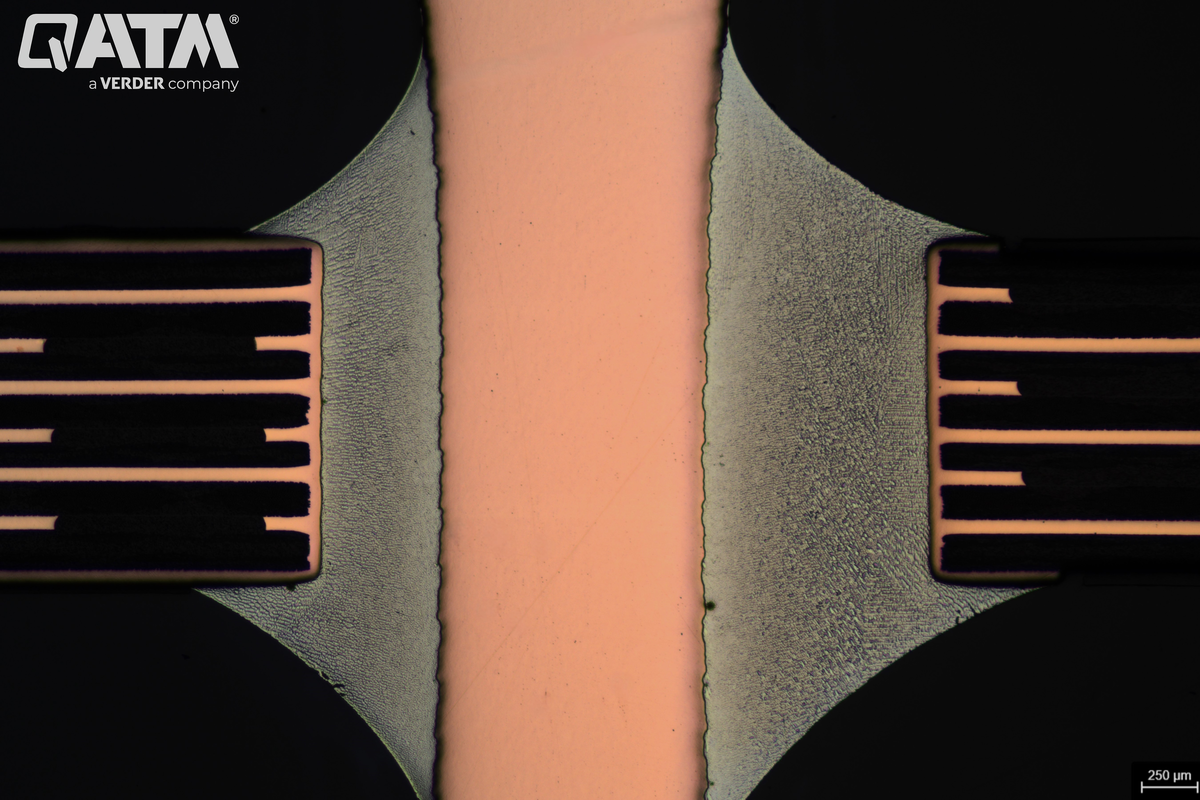
 in einer lasergeschweißten Kupferprobe – 100:1")






 – 200x")







 – 200:1")
 – 500:1")










 – 500:1")





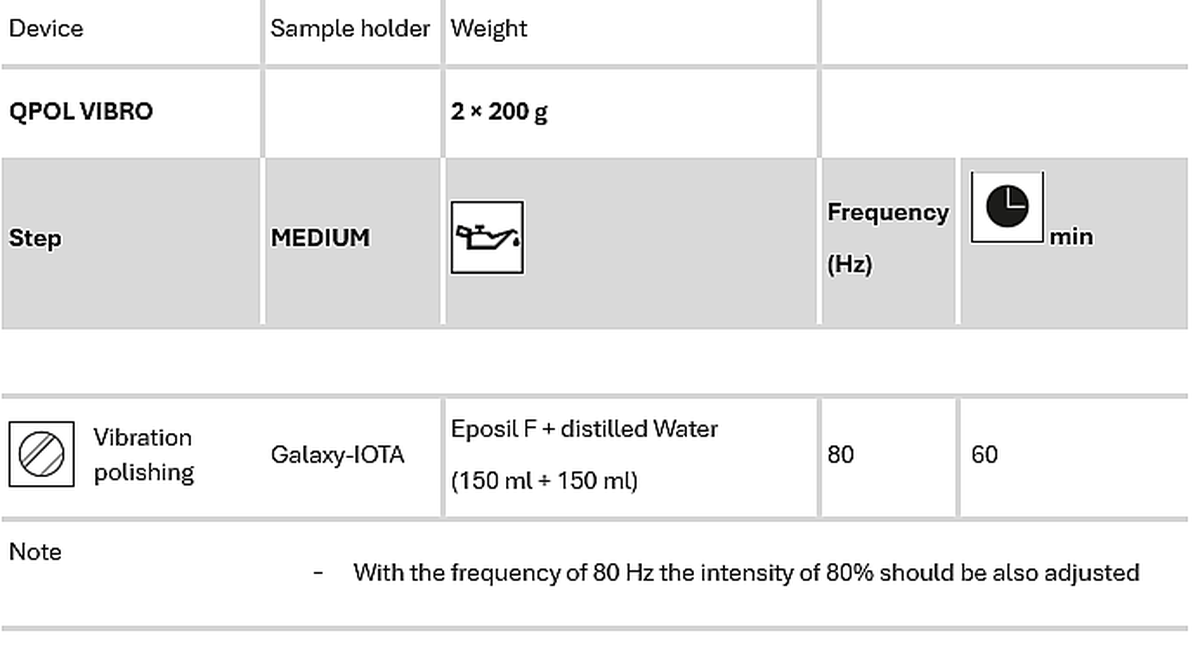
 nach dem Vibrationspolieren")