Kupfer ist weich und dehnbar: Es lässt sich leicht bearbeiten, neigt jedoch bei der Bearbeitung zu Oberflächenschäden. Seine einzigartige Kombination von Eigenschaften, insbesondere seine außergewöhnliche elektrische und thermische Leitfähigkeit, macht es zum Material der Wahl für Anwendungen wie elektrische Leitungen, Telekommunikation, Wärmetauscher und Kochutensilien. Kupfer spielt auch bei der Energiewende eine entscheidende Rolle und ist für Technologien wie Windturbinen, Solarmodule und Elektrofahrzeuge unverzichtbar. Aufgrund seiner warmen und ansprechenden Optik ist es beliebt für dekorative und funktionale Gegenstände wie Griffe, Türklinken, Arbeitsplatten und Tische.
Um die Mikrostruktur von Kupfer genau beurteilen zu können, ist eine sorgfältige metallografische Vorbereitung unerlässlich, da durch unsachgemäße Handhabung leicht Artefakte wie Schmierereien oder Kratzer durch Oxidablösung entstehen können. Dieser Leitfaden führt Sie durch jeden Schritt der metallografischen Vorbereitung von Kupfer und seinen Legierungen, vom Schneiden und Montieren bis zum Schleifen, Polieren und Gravieren.
Themen
- Überblick
- Metallographische Präparation von Kupfer
- Schneiden und Montieren
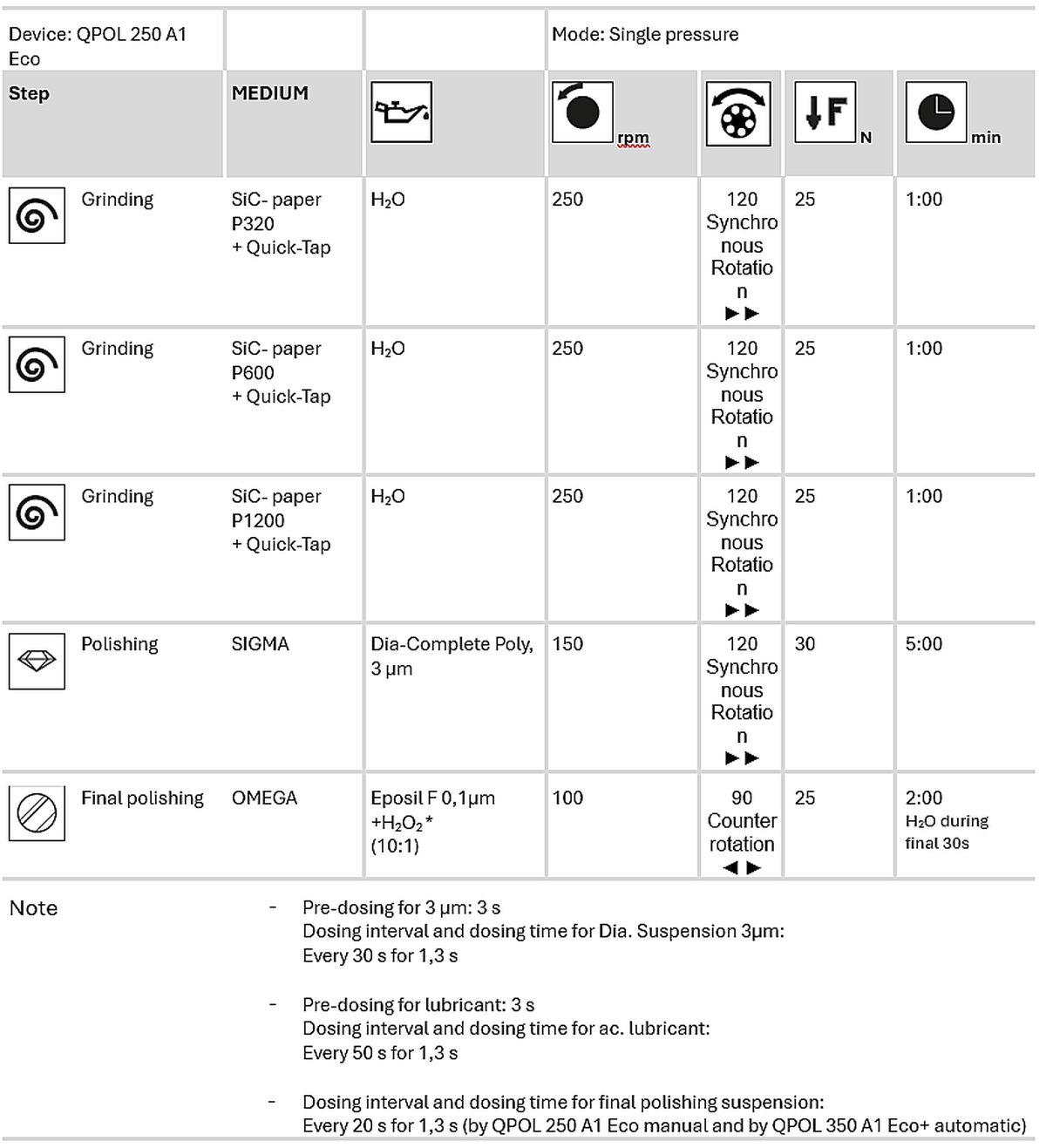
- Sammeln und Polieren
- Gravieren
- FAQ

QATM bietet Produkte für alle Materialographieanwendungen