Schleifen und Polieren
Rostfreie Stähle zeigen je nach ihrer Mikrostruktur unterschiedliches Verhalten beim Schleifen und Polieren. Ferritische und austenitische Stähle sind weich oder duktil und daher besonders anfällig für mechanische Verformungen. Martensitische Stähle lassen sich aufgrund ihrer hohen Härte im Allgemeinen leichter polieren, wobei jedoch die Karbide bei der Präparation berücksichtigt werden müssen.
Um Verformungen beim Schleifen zu minimieren, sollten grobe Schleifmittel und übermäßiger Druck vermieden werden. Verwenden Sie SiC-Papier mit einer möglichst feinen Körnung und moderaten Druck.
Beim Polieren sorgt ein (mittel)hartes Tuch mit Diamantsuspension (z. B. Dia Complete Poly) für einen effektiven Materialabtrag und kratzerfreie Oberfläche. Um eine bestmögliche Oberflächenqualität zu erzielen, wird ein finaler Polierschritt mit einer Aluminiumoxid-Suspension (z. B. Eposal) empfohlen. Überprüfen Sie die Probe nach jedem Präparationsschritt unter dem Mikroskop, um sicherzustellen, dass das Kratzerbild homogen und zufällig orientiert ist.
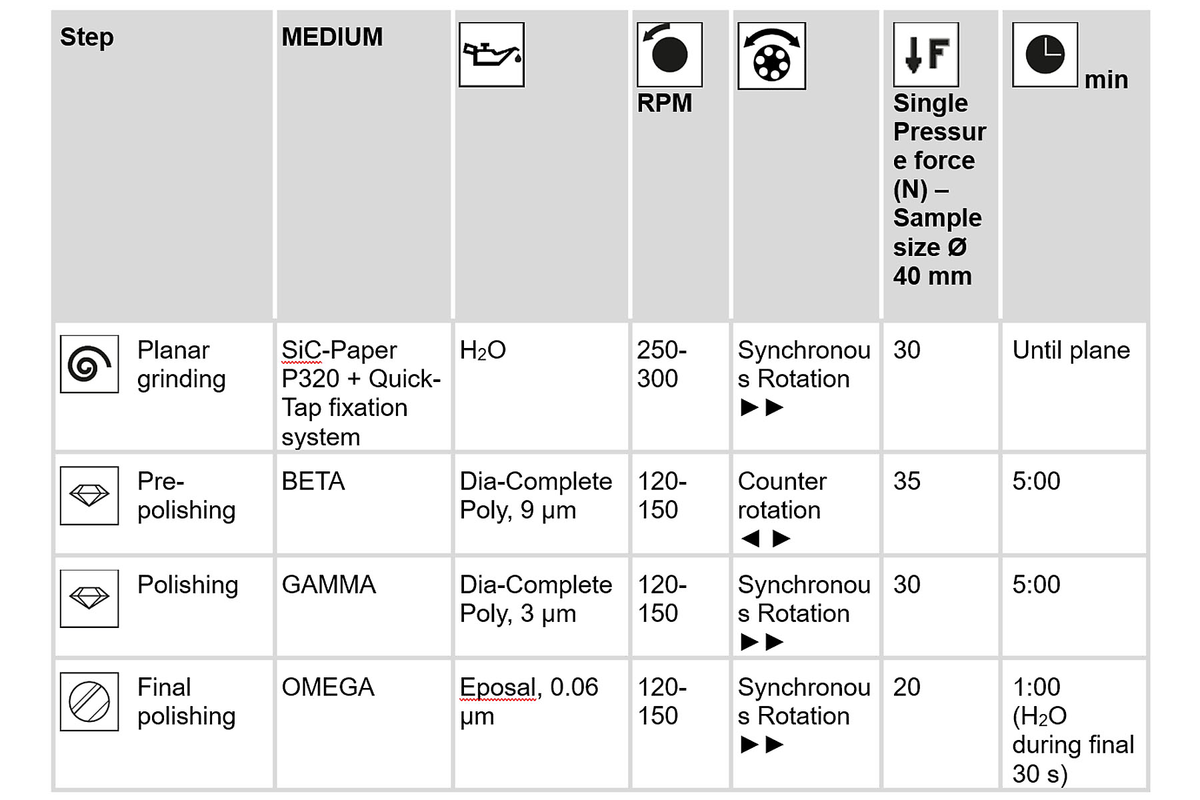
Eine empfohlene Präparationsmethode für Edelstahlproben ist in der folgenden Tabelle aufgeführt: