Schleifen und Polieren
Die Duktilität und geringe Wärmeleitfähigkeit von Titan machen es besonders empfindlich gegenüber mechanischer Verformung. Bei unsachgemäßer Handhabung kann es leicht zu einer deformierten Oberflächenschicht kommen, die die tatsächliche Mikrostruktur verdeckt und nur schwer zu entfernen ist. Das Ziel ist es, eine plane, kratzer- und verformungsfreie Oberfläche zu schaffen, die die Kornstruktur, die Phasenverteilung und andere wichtige Merkmale erkennen lässt. Dafür benötigt es eine genau abgestimmte Schleif- und Polierroute mit den passenden Verbrauchsmaterialien und Präparationseinstellungen.
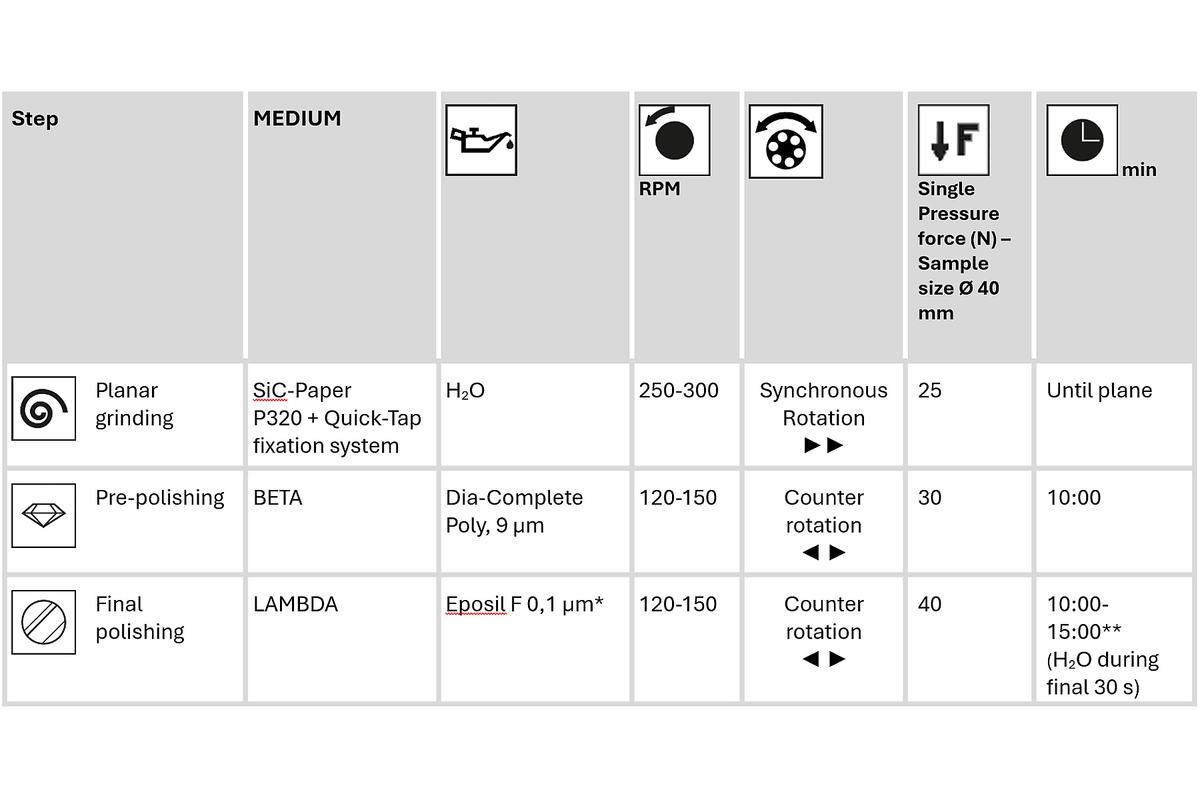
Um Verformungen und Verschmierungen während der Präparation zu minimieren, sollte das Planschleifen von Titan mit einem möglichst feinen Sic-Papier durchgeführt werden. Dadurch wird die plastische Verformung begrenzt und eine einfachere und schnellere Präparation in den folgenden Schritten ermöglicht. Das Polieren erfolgt in der Regel in zwei Schritten: zunächst mit einer Diamantsuspension (typischerweise 9 µm), wiebeispielsweise DiaComplete Poly. Im Anschluss folg eine mechanochemische Endpolitur unter Verwendung eine Oxidsuspension (beispielsweise Eposil F (0,1 µm), gemischt mit 35-prozentigem Wasserstoffperoxid im Verhältnis 5:1. (Sicherheitshinweis: Tragen Sie bei der Handhabung von Wasserstoffperoxid immer geeignete Schutzausrüstung.) Dieser letzte Schritt ist entscheidend um eine vollständig verformungsfreie Oberfläche zu erzeugen.
Die folgenden Tabellen zeigen bewährte Präparationsrouten für die Präparation von:
- Kommerziell reinem Titan (grade 1-4)
- Für Titanlegierungen:
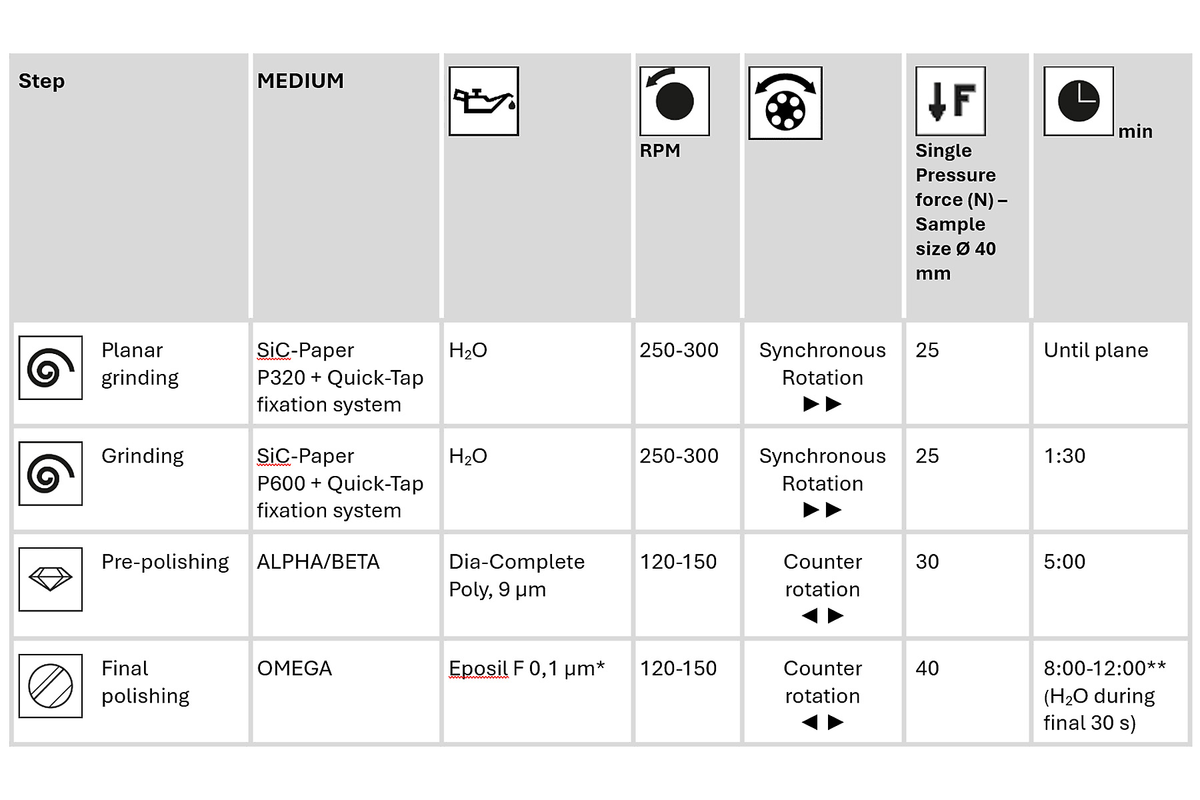
* * Eposil F muss mit Wasserstoffperoxid (35%) im Verhältnis 5:1 gemischt werden
** ** Je nach Legierung






