Grinding and polishing
Titanium's ductility and low thermal conductivity make it particularly sensitive to mechanical deformation, smearing, and surface damage during grinding and polishing. If not properly controlled, preparation can easily introduce a deformed surface layer that obscures the true microstructure and is difficult to remove. The objective is to create a flat, scratch-free, and deformation-free surface that accurately reveals the grain structure, phase distribution, and other key features. This requires a careful balance of mechanical and chemical action, along with appropriate consumables and preparation parameters tailored to titanium. Achieving this requires well-matched consumables, precise process control, and in many cases, a chemically assisted final polish.
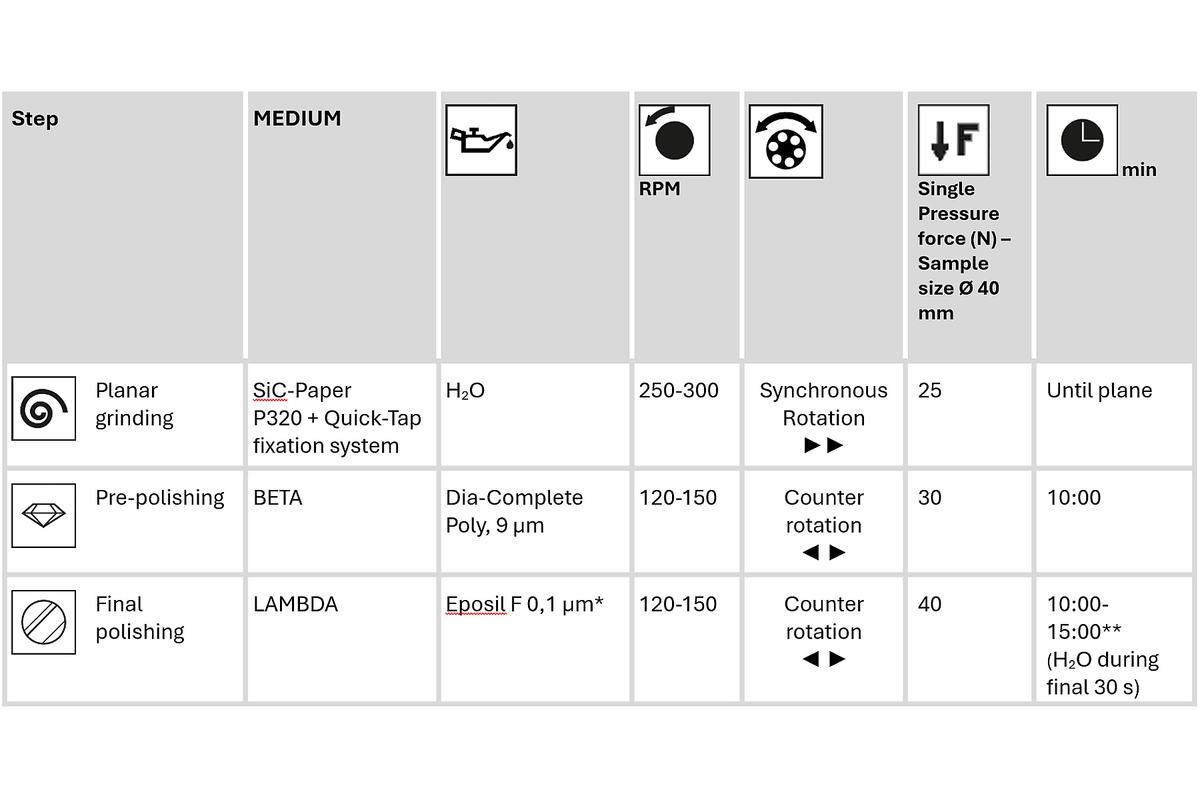
To minimize deformation and smearing during preparation, planar grinding of titanium should begin with a moderately fine SiC paper or foil, avoiding overly coarse abrasives. This helps limit surface damage and ensures easier removal of deformation in later steps. Polishing is typically done in two stages: first with an abrasive diamond suspension (typically 9 µm), such as DiaComplete Poly, a water-based suspension for efficient material removal; and second with a chemical-mechanical final polish using Eposil F (0.1 µm), mixed with 35% hydrogen peroxide in a 5:1 ratio. (Safety note: Always wear appropriate personal protective equipment when handling peroxide.) This final step is crucial for eliminating the disturbed surface layer and revealing a clean, undistorted microstructure.
The following tables present recommended preparation methods:
- For commercial pure titanium (grade 1-4)
- For titanium-based alloys:
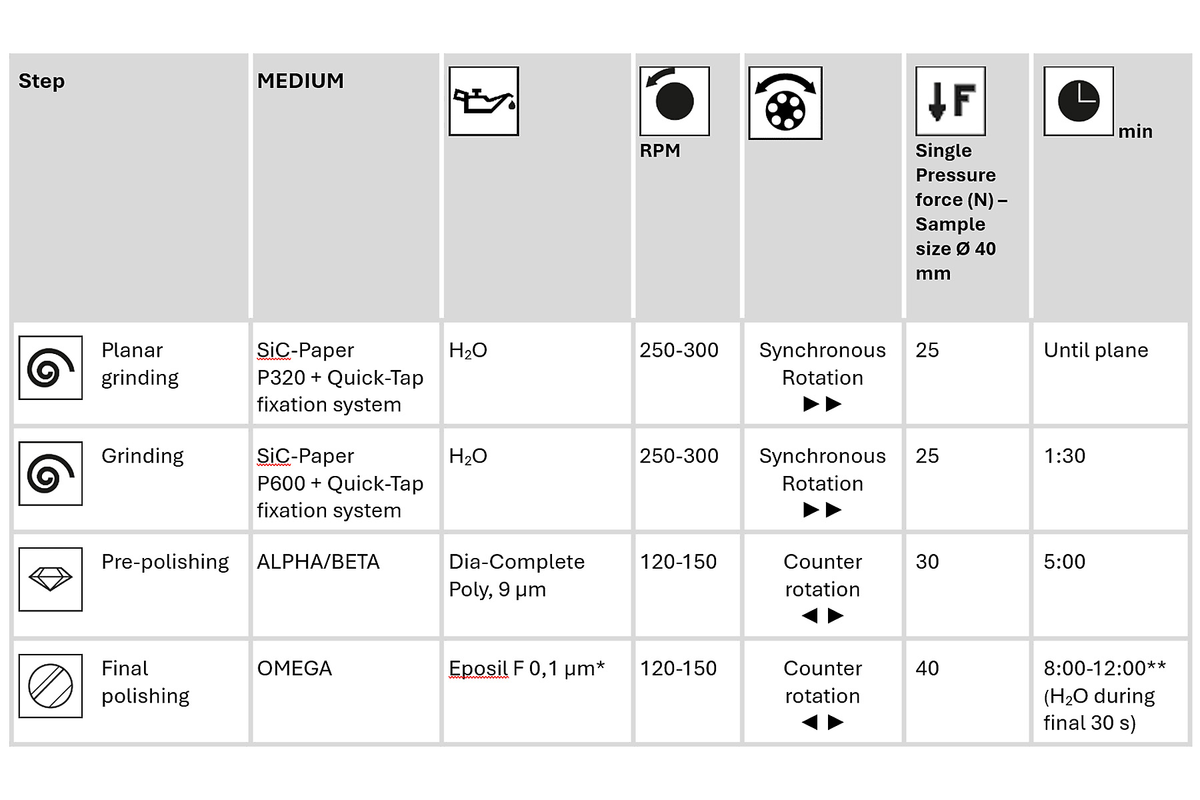
* * Eposil F must be mixed with hydrogen peroxide (35%) in a ratio of 5:1 (safety advice: use personal protective equipment)
** ** Depends on the alloy






