Le cuivre est doux et ductile: facile à travailler, mais sujet aux dommages de surface pendant la préparation. Sa combinaison unique de propriétés, en particulier sa conductivité électrique et thermique exceptionnelle, en fait le matériau de choix dans des applications telles que le câblage électrique, les télécommunications, les échangeurs de chaleur et les ustensiles de cuisine. Le cuivre joue également un rôle crucial dans la transition énergétique, étant indispensable dans des technologies comme les éoliennes, les panneaux solaires et les véhicules électriques. Son aspect chaleureux et attrayant le rend populaire pour les articles décoratifs et fonctionnels comme les poignées, poignées de porte, comptoirs et tables.
Pour évaluer avec précision la microstructure du cuivre, une préparation métallographique minutieuse est essentielle, car une manipulation inadéquate peut facilement introduire des artefacts tels que des maculages ou des rayures causés par l'arrachement d'oxyde. Ce guide vous guide à travers chaque étape de la préparation métallographique du cuivre et de ses alliages, de la découpe et du montage à la rectification, au polissage et à la gravure.
Sujets
- Vue d'ensemble
- Préparation métallographique du cuivre
- Découpe et montage
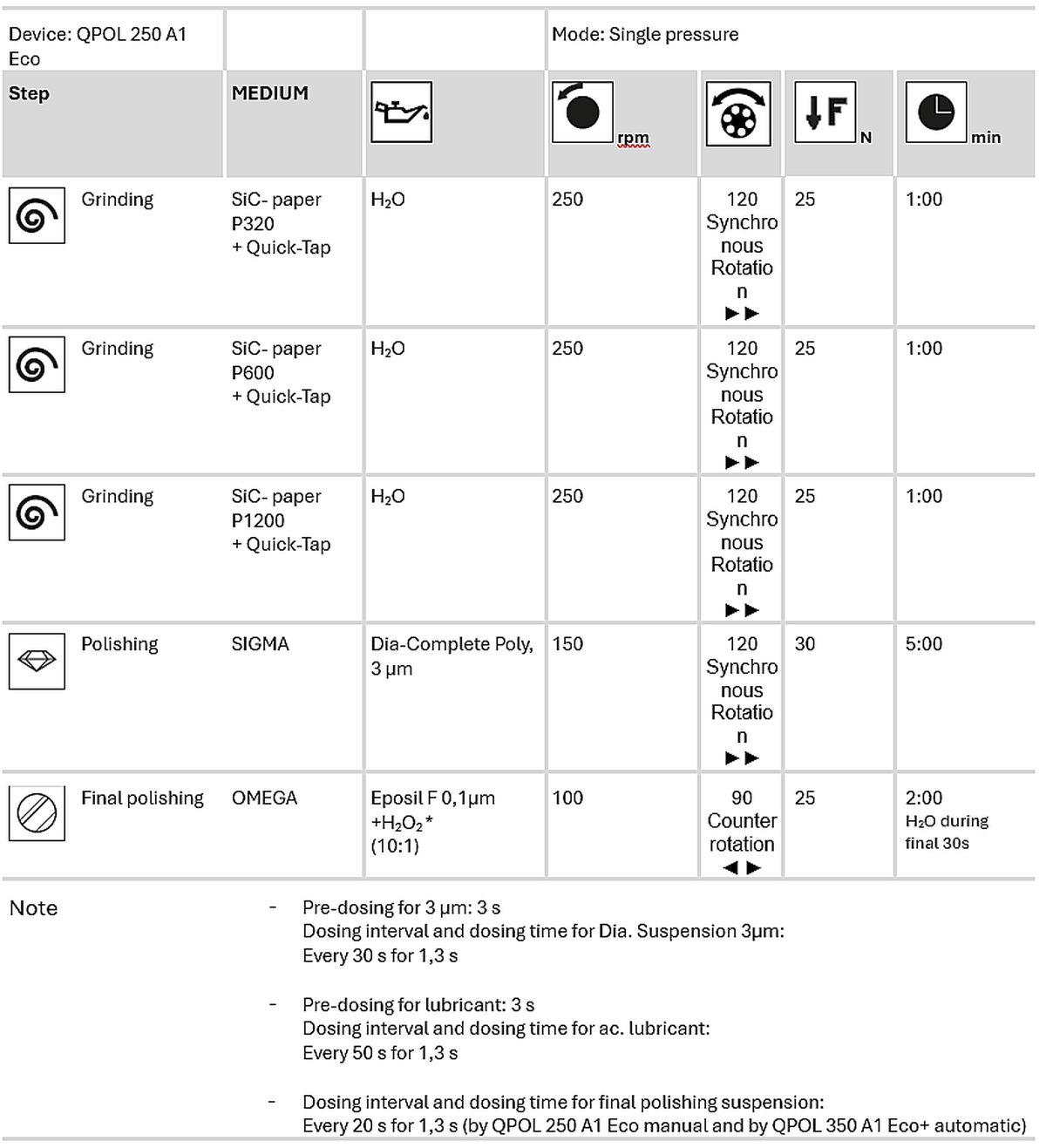
- Recueil et polissage
- Gravure
- FAQ

QATM propose des instruments pour toutes les applications de matérialographie