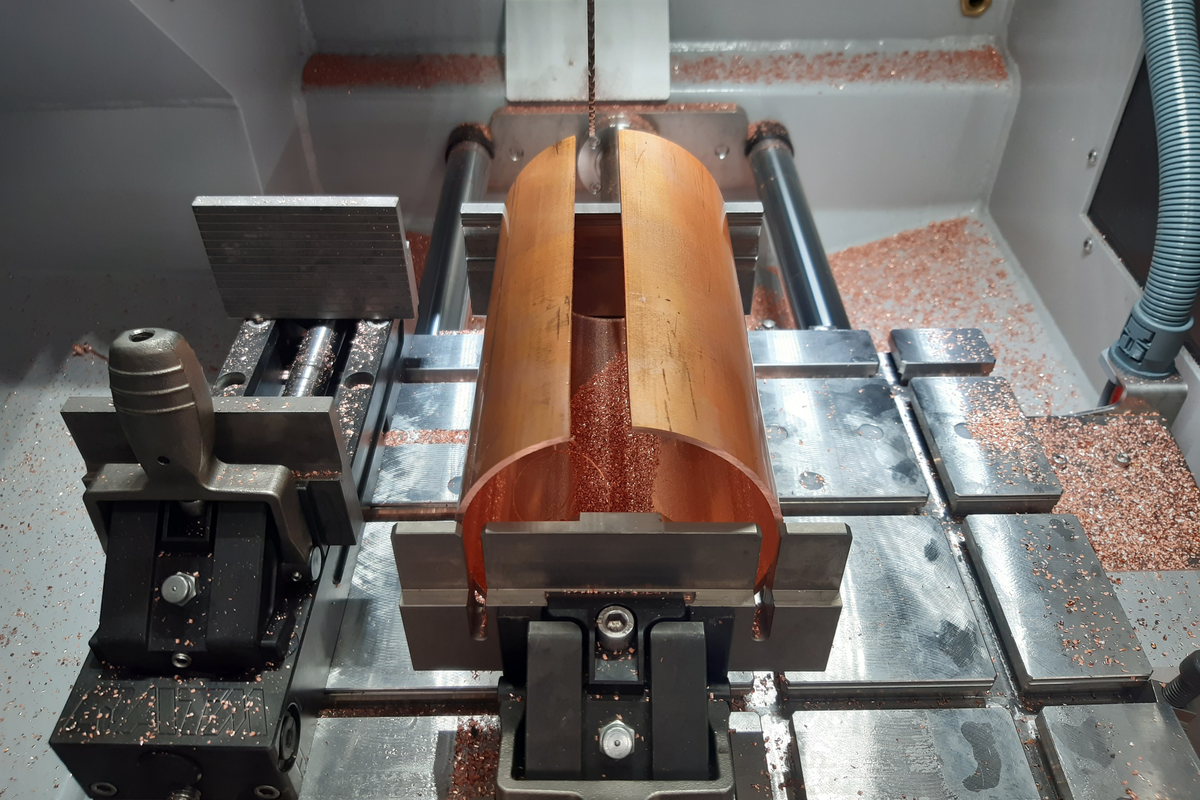
Il rame è morbido e duttile: facile da lavorare, ma soggetto a danni superficiali durante la preparazione. La sua combinazione unica di proprietà, in particolare la sua eccezionale conduttività elettrica e termica, lo rende il materiale preferito in applicazioni quali cablaggi elettrici, telecomunicazioni, scambiatori di calore e utensili da cucina. Il rame svolge un ruolo cruciale anche nella transizione energetica, essendo indispensabile in tecnologie come turbine eoliche, pannelli solari e veicoli elettrici. Il suo aspetto caldo e attraente lo rende inoltre popolare per oggetti decorativi e funzionali come maniglie, pomelli delle porte, piani di lavoro e tavoli.
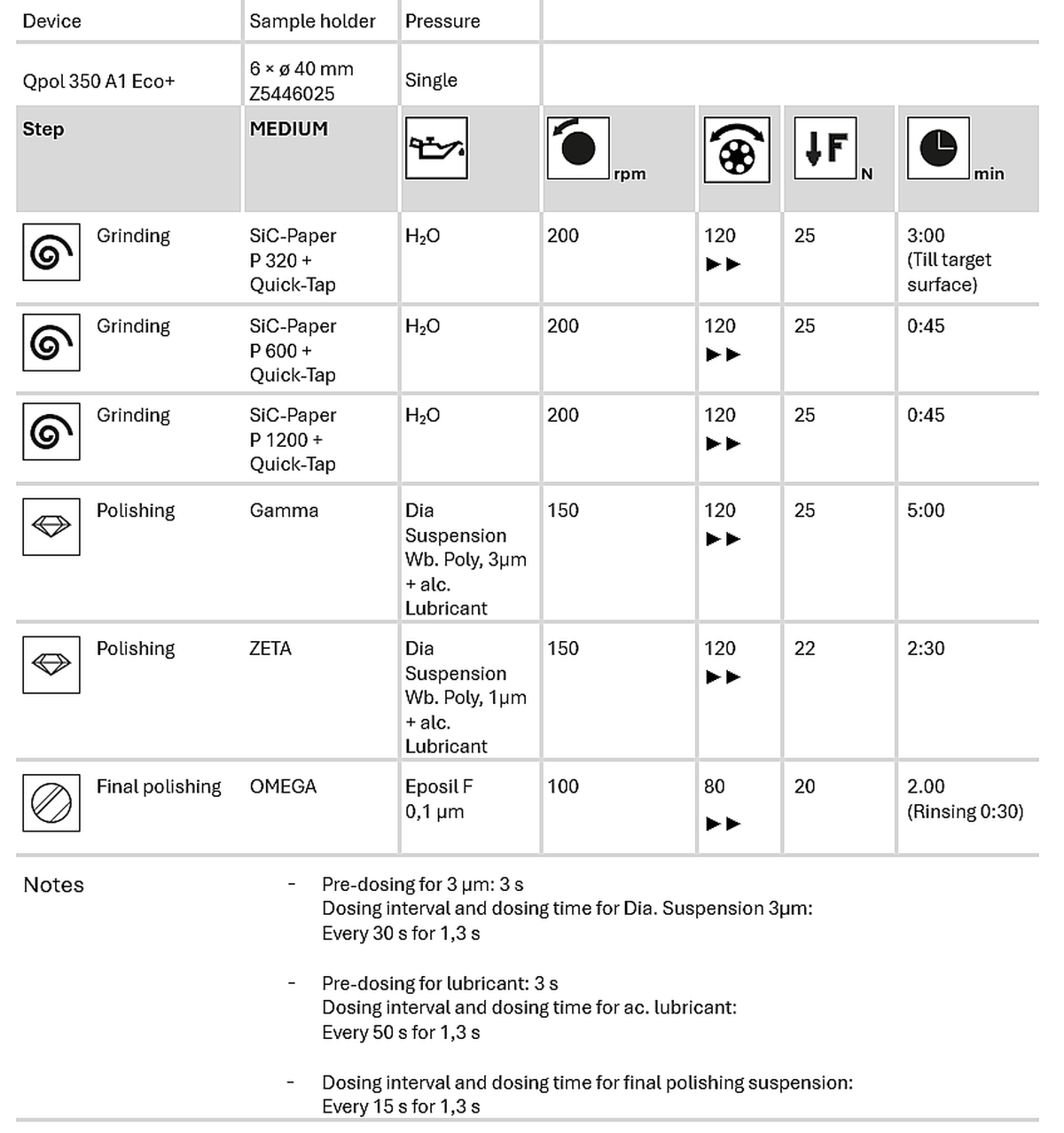
Per valutare accuratamente la microstruttura del rame, è essenziale un'attenta preparazione metallografica, poiché una manipolazione impropria può facilmente introdurre artefatti come sbavature o graffi causati dall'estrazione dell'ossido. Questa guida illustra ogni fase della preparazione metallografica del rame e delle sue leghe, dal taglio e inglobamento alla levigatura, lucidatura e incisione.

QATM offre prodotti per tutte le applicazioni di materialografia















 – 200x")







 – 200:1")
 – 500:1")










 – 500:1")


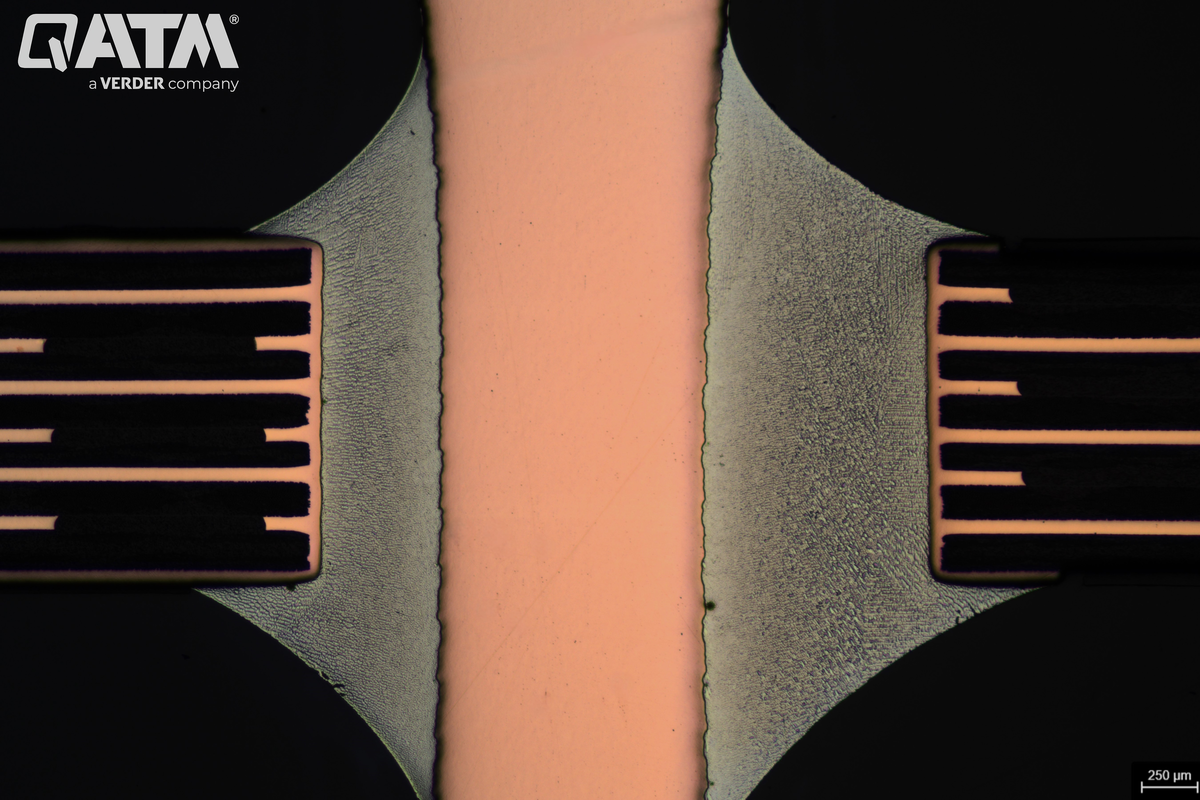



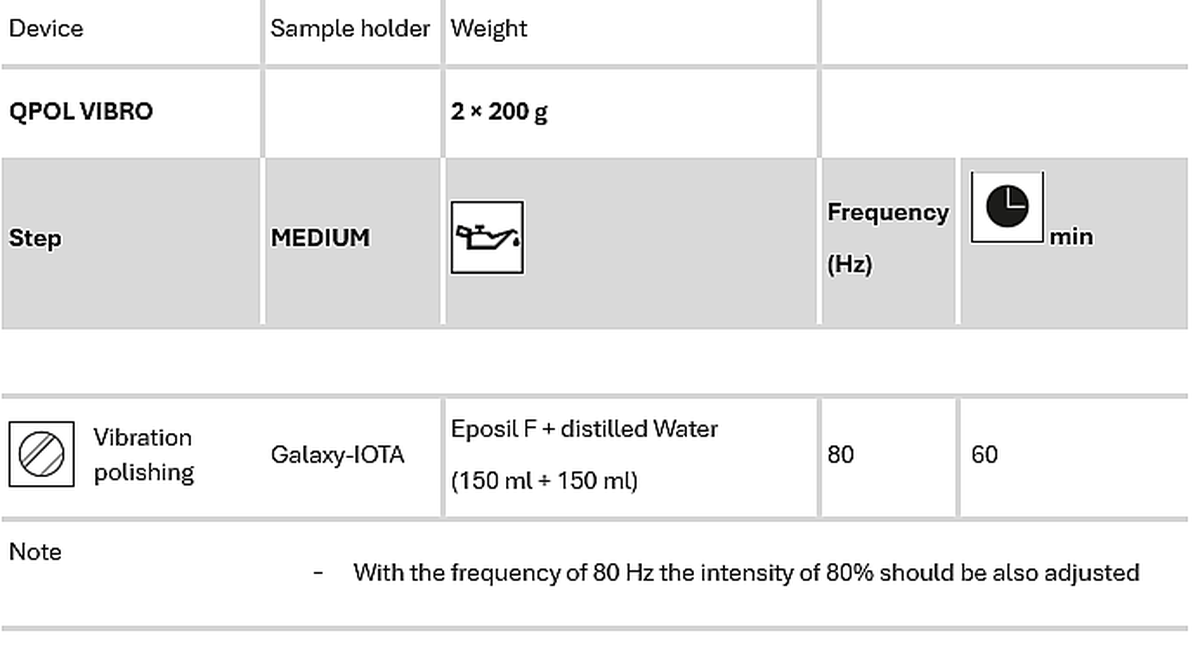
 dopo la lucidatura a vibrazione")