Grinding and polishing
Stainless steels exhibit different behaviour during grinding and polishing depending on their microstructure. Ferritic and austenitic steels, being soft or ductile, are particularly susceptible to mechanical deformation. In contrast, martensitic stainless steels are generally easier to polish due to their high hardness but require care to sustain the integrity of carbides.
To minimize deformation during grinding, especially with soft or ductile steels, avoid coarse abrasives and applying excessive pressure. Instead, opt for SiC paper or foil with a finer grit size, combined with moderate force.
For polishing, a (medium) hard cloth paired with a diamond suspension (e.g., Dia Complete Poly ensures effective material removal and surface refinement. To achieve the highest surface quality, a final polishing step using an alumina suspension (e.g., Eposal is recommended. After each preparation step, inspect the sample under the microscope to verify that polishing marks are uniform in size and randomly oriented. This indicates consistent material removal and prevents directional artifacts in the final image.
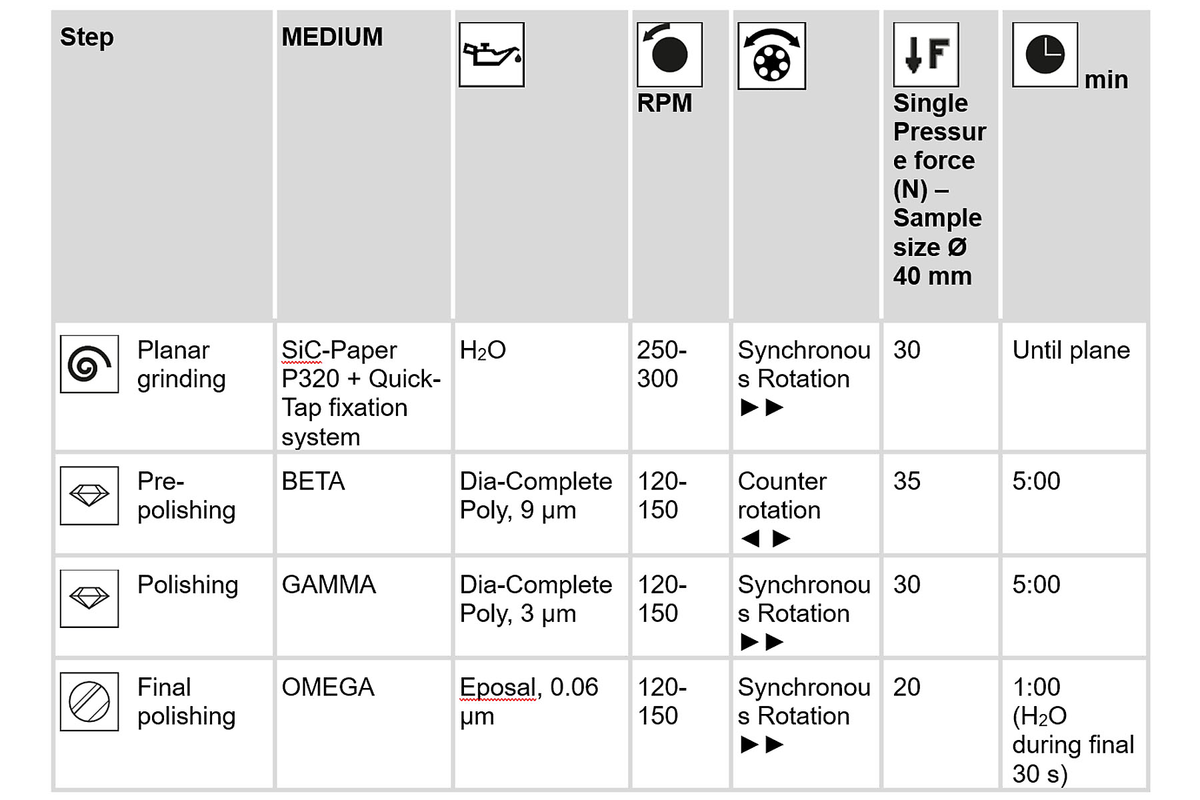
A suggested preparation method for stainless steel samples is provided in the table on the right.